5. 골판지사양 제조시의 영향
(* 그림은 : 월간포장 2000년 8월호 P173~ 참조 바랍니다.)
골판지상자 제조시에 압축강도 저하에 영향을 주는 요인으로서는, 골 성형 불량, 접착강도 부족, 골의 눌림 등을 들 수 있지만, 이들 요인 중, 골 성형 불량과 접착강도 부족은 제조품질 관리면에서 발생하지 않도록 해야 할 사항이고, 골의 눌림에 관해서는 인압, 타발공정 등에서 다소 발생하는 것은 피할 수 없다.
그림15와 같이 골이 눌려, 골판지의 두께가 얇게 되면 각종 강도가 열화되고, 상자의 압축강도도 저하된다.
<그림15> 롤러에 의한 골의 눌림 정도와 제 특성의 관계
따라서 제조시의 각 파트에서는 가능한 한 골을 눌리지 않도록 하는 것이 중요하다.
제조공정에서 골이 눌리기 쉬운 부분은 인쇄공정, 타발공정이며, 이 두 공정에서의 영향에 관해 검토해보자.
(1) 인쇄의 영향
골판지인쇄는 돗판(凸)방식이며, 고무판, 수지판을 사용해, 인압을 주면서 인쇄된다. 따라서 인쇄된 부분의 골은 약간이라도 눌리게 된다. 특히 민판인쇄의 경우, 긁히지 않도록 균일하게 인쇄하려고 하면, 골 끝을 무너뜨리며 인쇄하지 않을 수 없다.
인쇄판의 경도, 판의 얼룩, 인압의 조정 등에 의해 될 수 있는 한 키스터치로 인쇄하도록 제조상의 관리가 당연히 필요하지만, 마찬가지로 디자인면에서 할 수 있는 한 골을 찌부러지지 않도록 고려하는 것이 중요하며, 민판, 띠인쇄를 피해, 인쇄면적을 적게 하도록 고려하는 것이 요구된다.
최근에는 수송포장용 골판지상자에도 판매촉진기능이 요구되어, 인쇄디자인면에서 여러 가지 패턴의 것이 요구되고 있지만, 강도면에서 보면 마이너스면이 많다.
디자인면에서의 컨셉트를 확실히 하고, 불필요하다고 생각되는 과도한 인쇄는 피하며, 코스트, 롯트 등을 감안하면서 필요에 따라 프리프린트 인쇄를 하는 등, 강도의 저하를 막아, 합리적인 설계를 할 필요가 있다(그림16).
<그림16> 인쇄 위치 및 면적에 의한 영향
(상자의 높이 방향의 위, 아래에 인쇄하면 중앙부에 인쇄하는 것보다 열화가 크다. 플렉소인쇄가 유성인쇄보다 인압이 적기 때문에 열화도 적다)
(2) 타발의 영향
타발 공정에서는 목형에 설치되어 있는 스폰지에 의해 골이 눌린다. 복잡한 형식이 되면 될수록, 많은 스폰지를 붙일 필요가 있으며, 강도열화가 커진다. 또 가공기에 의한 차이도 있으며, 로터리다이컷터(소프트)의 경우는 앰필실린더의 마모가 생기면 타발하기 어렵게 되어, 큰 타발압으로 가공하게 되며, 시트의 손실 두께도 커지게 된다. 따라서 일반적으로 타발가공 케이스는 A-1식(0201)에 비해 제품열화가 크게 된다<표 3>, <그림 17>.
<표 3> 타발 가공의 종별에 의한 상자 압축강도
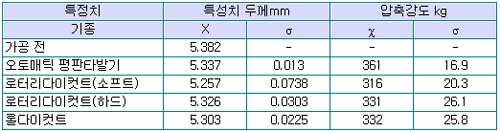 | |
<그림17> 타발 가공 기종별에 의한 흐름 방향의 오차범위
이상, 대표적인 제조공정에서의 골 찌부러짐에 관해서 서술했지만, 이 외에도 각종 공정의 피드롤, 글루어의 폴딩벨트, 골판지 제조보관 적재시의 파렛트 상부, 하부에서의 눌림 등이 있으며, 이들 요인을 가능한 한 없애기 위한 관리와 연구 및 골의 눌림을 적게 하는 제조기계면에서의 개발이 여러 방면으로 이루어지고 있다.
6. 각종 가공, 형식에 의한 영향
골판지상자 압축강도의 강도설계는 A-1식(0201)을 기준으로 행해지며, 각종 가공, 형식에 의해 0201식 보다 어느 정도 열화하는가를 고려, 추정하면서 최종 사양의 상자에 대해 재질을 설정하는 것이 일반적이다. 가공, 형식에 의한 압축강도에의 영향을 추정하는 데이터에 관해서 다음과 같이 기술한다.
(1) 통기구멍, 손잡이구멍의 영향
청과물케이스 등에는 수분에 의한 무름방지 혹은 예냉을 위한 통기구멍이 설치되어 있다. 또 중량이 있는 케이스에는 핸들링용 손잡이구멍이 붙어 있지만, 이것들의 상자압축강도에 미치는 영향에 관해서의 사례는 그림18, 그림19와 같다.
<그림18> 손잡이구멍의 위치와 압축강도의 강도(예)
형식 : 0201형(구 A-1형)
안치수 : 360 X 300 X 250mm
재질 : KN220 X SCP125 X KN220(A플루트)
손잡이구멍의 크기 : 60 X 28mm
손잡이구멍의 상하방향 변동에 따라 압축강도의 변화
(손잡이구멍을 내지 않는 상자의 압축강도를 100으로서 나타냈다)
<그림19> 공기구멍과 상자압축강도의 관계(예)
공기구멍의 형상.크기.배열에서 상자의 압축강도는 다음과 같이 변화한다.
- 상자의 치수 490 X 240 X 150mm
- 상자의 재료 KB220 X SCP125 X KB220(A플루트)
- 공기구멍의 크기와 형상
구멍의 위치에도 영향을 받지만, 기본적으로 구멍의 횡방향의 길이만 골판지상자의 주변길이가 짧아지게 된다고 생각하면, 같은 구멍을 내는 경우에 될 수 있는 한 주변길이를 짧게 하지 않는 방법으로 하는 편이 좋다.
(2) 길이 및 폭 비의 영향
정사각형 상자와 직사각형 상자에서는 압축강도가 달라진다. 그 관계는 그림20과 같으며, L/W가 1.3 부근이 강도가 세게 나온다. 핸드링성, 적재적성, 안정성의 면에서 통상의 케이스는 가장 강도가 높은 부근의 L/W가 되는 경우가 많다.
<그림20> 골판지상자의 길이.폭비율의 변화에 의한 압축강도 변화
길이 : L
폭 : W
길이(L) / 폭(W) = 1.0 - 2.0
주변길이 : 일정
(높이(L) / 폭(W) = 1.0의 골판지 압축강도를 100으로서 나타냈다)
(3) 높이의 영향
높이와 압축강도의 관계는 그림21과 같다. 상자의 크기에도 의하지만, 낮은 상자는 강도가 나오기 쉬운 경향이 있지만, 어느 일정높이 이상에서는 큰 변화는 없는 것 같다.
<그림21> 골판지상자의 높이와 압축강도
골판지상자의 길이와 폭을 일정하게 하고 높이 치수를 바꾸었을 경우, 상자압축강도는 다음과 같이 변화한다(높이 300mm의 골판지상자의 압축강도를 100으로서 나타냈다).
300mm 이상의 높이에서는 큰 변화는 나타나지 않지만, 300mm 이상에서는 강도가 증가하는 경향이 있다.
(4) 상자 형식에 의한 영향
① 랩어라운드케이스
캔, 병음료, 캔맥주, 플라스틱보틀, 상자제품, 라면, 담배 등의 비교적 대량 생산되어, 자동포장되는 것에 사용되고 있는 형식으로, 폭면의 길이에서, 높이가 낮은 상자에는 A-1식(0201)에 비해 재료면적이 적게 된다. 그러나 강도는 약해진다. 그 관계는 그림22, 그림23과 같다. 이 관계식은 어디까지나 내측 플랩에 테이퍼를 빼지 않는 경우이며, 또 면적비교도 뺀 것을 고려하지 않는 경우의 관계이다.
<그림22> 랩어라운드형식의 압축강도 추정식
랩어라운드의 강도 = (0201형 강도) X 0.60 X (1.6)2F/W
(W / A) F : 랩 길이
W : 케이스 폭 치수
(주) 0201형 : 구A-1형
<그림23> 랩어라운드형식의 A-1(0201)과의 재료면적 비교
② 블리스박스
바디블랭크(B.B) 1매와 엔드팬널(E.P) 2매로 구성되는 형식이며, 제상기에서 핫멜트 접착되어 자동적으로 만들어진다. 코너가 2중으로 되어 있어 강도가 나기 쉽고, B.B와 E.P를 다른 재료로 사용할 수 있는 특징이 있다. PET보틀, 백 인 박스 등의 케이스에 사용되고 있다. A-1(0201)이라는 것은 그림24와 같은 관계이며, 추정강도의 산출도 가능하다.
<그림24> 블리스박스의 압축강도와 추정식
브리스박스 강도
(계산 예)
- B.B와 동재질의 0201형 강도 400kgf
- E.P와 동재질의 0201형 강도 600kgf
- 내측 치수 : 360 X 300 X 250mm
PL = (400) X 360/(360+300) - 218
PW = (600) X 300/(360+300) = 273
∴ PH = 1.29(218+273) - 107
= 526kgf
PB = BLiss Box의 압축강도(kgf)
PL = 바디블랭크(메인판넬)재질로 만든(0201형)상자의 압축강도(kgf)˙ X L/(L+W)
PW = 엔드판넬재질로 만든(0201형)상자의 압축강도(kgf)˙ X W/(L+W)
˙ = 켈리컷트식에 의함
③ 기타 각종 형식의 A-1(0201)과의 비교
참고로 각종 형식의 A-1과의 비교 강도 예를 그림25에, 또 최근 많이 사용되고 있는 소분할 포장케이스의 사례를 그림26에 나타냈다. 각각 형식에 의해 특징이 있으며, 그 특징을 강도설계의 경우에 고려할 필요가 있다.
<그림25> 각종 상자형식과 압축강도 비교 예
- 재질 : JIS S - 2 상당품(A플루트)
- 내측 치수 : 360 X 260 X 240mm
(L) (W) (H)
<그림26> 소분할 포장형식의 강도 예
- 재질 : KS 2종 A플루트
- 소분할 형식
|